|
| BM800дёӯиө°дёқзәҝеҲҮеүІжңәеәҠ |
 |
BMзі»еҲ—й—ӯзҺҜжҺ§еҲ¶дёӯиө°дёқеҲҮеүІеҠ е·Ҙжңә
- йҮҮз”ЁдәӨжөҒдјәжңҚзі»з»ҹпјӣ
- йҮҮз”ЁBMXPжҷәиғҪеһӢзј–жҺ§зі»з»ҹпјҢе…·жңүиһәи·қиЎҘеҒҝеҠҹиғҪпјӣ
- ZиҪҙиҮӘеҠЁеҚҮйҷҚпјҢе…·жңүиҙҙйқўеҠ е·ҘеҠҹиғҪпјӣ
- зІҫеҮҶзҡ„ж•°еӯ—еҢ–й«ҳйў‘з”өжәҗпјҢйҳ¶жўҜи„үеҶІжіўеҪўпјҢжңүж•Ҳең°жҸҗй«ҳеҲҮеүІж•ҲзҺҮпјҢеӨ§еӨ§йҷҚдҪҺй’јдёқжҚҹиҖ—гҖӮ
гҖҗеҸҜж №жҚ®е®ўжҲ·йңҖжұӮе®ҡеҲ¶зү№ж®ҠиЎҢзЁӢгҖҒеӨҡеӨҙеҠ е·Ҙзӯүеҗ„з§Қзҡ„зәҝеҲҮеүІжңәеәҠгҖ‘
|
 |
|
|
| |
- дә§е“Ғеә”з”Ё
- зү№зӮ№
- жҠҖжңҜи§„ж ј
- CNCзі»з»ҹ
- ж ҮеҮҶиЈ…з®ұеҚ•
- ең°еҹәе№ійқўеёғзҪ®
- жңҚеҠЎдёҺеҹ№и®ӯ
дё»иҰҒз”ЁйҖ”еҸҠйҖӮз”ЁиҢғеӣҙ
 |
 |
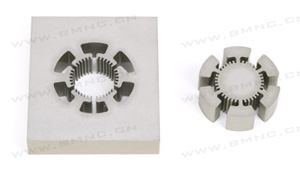
з”өзҒ«иҠұзәҝеҲҮеүІжңәеәҠйҮҮз”Ёз”өжһҒдёқпјҲй’јдёқгҖҒй’Ёй’јдёқпјүдҪңдёәе·Ҙе…·з”өжһҒпјҢе·ҘдҪңж¶ІдҪңдёәд»ӢиҙЁпјҢеңЁй«ҳйў‘и„үеҶІз”өжәҗзҡ„дҪңз”ЁдёӢпјҢе·Ҙе…·з”өжһҒе’ҢеҠ е·Ҙе·Ҙ件д№Ӣй—ҙеҪўжҲҗзҒ«иҠұж”ҫз”өпјҢж”ҫз”өйҖҡйҒ“зһ¬й—ҙдә§з”ҹй«ҳжё©пјҢдҪҝеҫ—е·Ҙ件表йқўзҶ”еҢ–з”ҡиҮіж°”еҢ–пјҢзәҝеҲҮеүІжңәеәҠйҖҡиҝҮX-YжӢ–жқҝе’ҢU-VжӢ–жқҝзҡ„иҝҗеҠЁпјҢдҪҝеҫ—з”өжһҒдёқжІҝзқҖйў„е®ҡзҡ„иҪЁиҝ№иҝҗеҠЁпјҢд»ҺиҖҢиҫҫеҲ°еҠ е·Ҙе·Ҙ件зҡ„зӣ®зҡ„гҖӮ
|
иҜҘжңәеәҠе…·жңүйҖ еһӢзҫҺи§ӮгҖҒз»“жһ„ж–°йў–гҖҒжҖ§иғҪдјҳи¶ҠгҖҒж“ҚдҪңж–№дҫҝзӯүзү№зӮ№пјҢеҗҢж—¶еҲҡжҖ§еҘҪгҖҒеҲҮеүҠеҠӣе°ҸгҖҒжүҝйҮҚйҮҸеӨ§гҖҒиҝҗеҠЁе№ізЁігҖҒж“ҚдҪңе®үе…ЁеҸҜйқ гҖӮйҖӮеҗҲеҠ е·Ҙй«ҳзІҫеәҰгҖҒй«ҳзЎ¬еәҰгҖҒй«ҳйҹ§жҖ§зҡ„еҜјз”өйҮ‘еұһжЁЎе…·пјҢж ·жқҝеҸҠеҪўзҠ¶еӨҚжқӮзҡ„йӣ¶д»¶пјҢзү№еҲ«йҖӮеҗҲеҠ е·ҘеҶ·еҶІжЁЎгҖҒжҢӨеҺӢжЁЎгҖҒеЎ‘ж–ҷжЁЎгҖҒж»ҡйҪҝеҲҖгҖҒзІҫеҜҶйӣ¶д»¶(еҢ…жӢ¬еӨ§й”ҘеәҰгҖҒзӯүй”ҘгҖҒдёҚзӯүй”ҘгҖҒдёҠдёӢејӮеҪўзӯүеӨҚжқӮйқў)еҸҠеӨ§иҪҪиҚ·е’ҢеӨ§еҺҡеәҰзҡ„еӨ§еһӢжЁЎе…·гҖӮ
|
иҜҘжңәз§Қе№ҝжіӣеә”з”ЁдәҺжЁЎе…·гҖҒз”өеӯҗд»ӘеҷЁгҖҒзІҫеҜҶжңәжў°гҖҒжұҪиҪҰйӣ¶йғЁд»¶гҖҒеҶӣе·ҘзӯүйғЁй—ЁгҖӮй…ҚзҪ®зҡ„еӨ§й”ҘеәҰжһҒеӨ§жӢ“еұ•дәҶзәҝеҲҮеүІжңәзҡ„еҠ е·ҘиҢғеӣҙпјҢй’ҲеҜ№еЎ‘й’ўй—ЁзӘ—ејӮеҪўжқҗжҲҗеһӢжЁЎе…·пјҢй“қеҗҲйҮ‘й—ЁзӘ—ејӮеҪўжҲҗеһӢжЁЎе…·гҖҒжұҪиҪҰйӣ¶йғЁд»¶гҖҒз”өи§ҶжңәгҖҒжҙ—иЎЈжңәзӯү家用з”өеҷЁеӨ–еЈіеЎ‘жҲҗжЁЎе…·гҖӮ
|
|
 |
|
ж•°жҚ®и§„ж јиЎЁ1

ж•°жҚ®и§„ж јиЎЁ2

|
жҷәиғҪеһӢBMXPзј–жҺ§зі»з»ҹд»Ӣз»Қ
|
BMXPејҖжңәз•Ңйқў
|

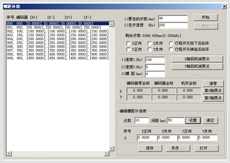
BMXPеҠ е·Ҙз•Ңйқў
|
- йҮҮз”ЁдәҶеҹәдәҺWindows е№іеҸ°зҡ„дёӯиө°дёқзәҝеҲҮеүІзј–жҺ§дёҖдҪ“еҢ–иҪҜ件BMXPпјҢдёҖж¬ҫзңҹжӯЈеңЁWindows дёӢејҖеҸ‘зҡ„зәҝеҲҮеүІдё“дёҡиҪҜ件пјӣ
- еҸҜйҖӮз”ЁдәҺеҗ„з§ҚиҝҗиЎҢйҖҹеәҰеқ—зҡ„PCIжҸ’жқҝзҡ„ж–°еһӢдё»жқҝгҖӮе…ӢжңҚдәҶеҺҹжқҘеҸӘиғҪз”ЁиҝҮж—¶зҡ„еёҰISAж§Ҫзҡ„дё»жқҝпјҢеӨ§еӨ§ең°жҸҗй«ҳдәҶжҺ§еҲ¶зҡ„зЁіе®ҡжҖ§пјҢеӨ§еӨ§ең°йҷҚдҪҺдәҶз”өи„‘зҡ„ж•…йҡңзҺҮпјӣ
- еҮӯеҖҹзқҖXPејәеӨ§зҡ„зҪ‘з»ңеҠҹиғҪпјҢеҸҜе®һзҺ°ж•°жҚ®дәӨжөҒе’ҢиҝңзЁӢжҺ§еҲ¶пјӣ
- еҸҜеөҢе…ҘејҸзҡ„жҺ§еҲ¶зі»з»ҹпјҢе®һзҺ°дёҺAUTOCADзӯүеӨҡз§Қи®ҫи®ЎиҪҜд»¶ж— зјқиҝһжҺҘпјӣ
- е…·жңүжңәжў°еҺҹзӮ№жүҫеҜ»еҠҹиғҪд»ҺиҖҢе®һзҺ°дәҶеҜ№еҗ„ж®өиһәи·қиҜҜе·®иҝӣиЎҢиЎҘеҒҝпјҢжҳҫи‘—жҸҗй«ҳдәҶжңәеәҠжҺ§еҲ¶зҡ„дҪҚзҪ®зІҫеәҰпјҢе°Өе…¶еңЁдјәжңҚзј–з ҒеҷЁй—ӯзҺҜжҺ§еҲ¶ж—¶пјҢж•Ҳжһңе°ӨдёәзӘҒеҮәпјӣ
- е…·жңүеӨ§зҡ„ж•°жҚ®еә“еӮЁеӯҳе®№йҮҸпјҢиҪҜ件еёҰжңү专家е·Ҙиүәеә“пјҢеҠ е·ҘеҸӮж•°еҸҜйҡҸж—¶еңЁиҪҜ件дёӯи°ғз”ЁпјҢз”ЁжҲ·д№ҹеҸҜж №жҚ®иҮӘе·ұзҡ„з»ҸйӘҢи°ғж•ҙеҠ е·ҘеҸӮж•°е»әз«Ӣж•°жҚ®еә“йҡҸж—¶и°ғз”ЁгҖҒеўһж·»жҲ–жӣҙж”№пјӣ
- й«ҳйў‘з”өжәҗжҺ§еҲ¶еҚЎе’ҢиҪҜ件жҺ§еҲ¶еҚЎеҗҲдәҢдёәдёҖпјҢйҒҝе…ҚеӨҡеҚЎжҺ§еҲ¶зҡ„еҮҶзЎ®жҖ§е·®ејӮе’Ңж•…йҡңзӮ№еӨҡзҡ„ејҠз«Ҝпјӣ
- и„үеҶІз”өжәҗзҡ„жҺ§еҲ¶еҸӮж•°зӣҙжҺҘз”ұиҪҜ件жқҘжҺ§еҲ¶,ж”№е–„дәҶи„үеҶІз”өжәҗиҫ“еҮәзҡ„жҠ—е№Іжү°иғҪеҠӣ,д»ҺиҖҢжҸҗй«ҳдәҶеҠ е·Ҙе·Ҙ件зҡ„зІ—зіҷеәҰ,йҷҚдҪҺдәҶй’јдёқзҡ„жҚҹиҖ—.еҸҜйҖүжӢ©еӨҡз§Қи„үеҶІз”өжәҗжіўеҪўйҖӮеҗҲеҗ„з§ҚеҠ е·Ҙжғ…еҪўпјҢжҸҗй«ҳдәҶеҲҮеүІй«ҳе·Ҙ件зҡ„иғҪеҠӣпјӣ
- з®ҖеҢ–дәҶжҺ§еҲ¶йқўжқҝдёҠзҡ„ж“ҚдҪңжҢүй’®пјҢе°ҶеӨ§йҮҸзҡ„жҢүжүӯеҠҹиғҪзӣҙжҺҘз”ұиҪҜ件жҺ§еҲ¶жқҘе®һзҺ°пјӣ
|
BMXPзј–зЁӢз•Ңйқў
|
BMXP专家数жҚ®еә“
|
CNCзі»з»ҹзҡ„й…ҚзҪ®з»„жҲҗеҠҹиғҪеҸҠе…¶жҠҖжңҜжҖ§иғҪ
| CNCзҡ„硬件еҸҠиҪҜ件组жҲҗ |
|
| дё“з”Ёе·ҘжҺ§жңә |
P4д»ҘдёҠпјҢ4GеҶ…еӯҳпјҢ120Gе·Ҙдёҡз”өеӯҗзӣҳ |
| иҫ“е…Ҙж–№ејҸ |
USBжҺҘеҸЈпјҢзҪ‘з»ңжҺҘеҸЈ |
| жҳҫзӨәеҷЁ |
17”ж¶Іжҷ¶жҳҫзӨәеҷЁ |
| CNCиҪҜ件 |
з”ұиҮӘеҠЁзј–зЁӢзі»з»ҹеҠҹиғҪжЁЎеқ—з»„жҲҗ |
| ж“ҚдҪңзі»з»ҹ |
Windows7 |
| жҺ§еҲ¶иҪҙ |
4иҪҙиҒ”еҠЁ |
| CNCзі»з»ҹиҝҗиЎҢзҺҜеўғ |
|
| жё©еәҰ |
5-40в„ғ |
| зӣёеҜ№ж№ҝеәҰ |
40пј…-80пј… |
е…¶д»–зҡ„еҹәжң¬еҠҹиғҪпјҡ
(A) еқҗж Үзі»пјҡеўһйҮҸеқҗж ҮпјҲзӣёеҜ№еқҗж Үпјүпјӣ
(B) еӣҫеҪўеқҗж ҮеҸҳжҚўгҖҒзј©ж”ҫгҖҒж—ӢиҪ¬еҠҹиғҪпјҢеӣҫеҪўи·ҹиёӘжҳҫзӨәеҠҹиғҪпјӣ
(C) зӣҙзәҝгҖҒеңҶеј§жҸ’иЎҘеҠҹиғҪпјӣ
(D) ж–ңеәҰеҠ е·ҘеҠҹиғҪпјӣ
(E) дёҠдёӢејӮйқўеҠ е·ҘеҠҹиғҪпјӣ
(F) зҹӯи·ҜгҖҒж–ӯдёқеӨ„зҗҶеҠҹиғҪпјӣ
(G) еҒңз”өи®°еҝҶеҠҹиғҪпјҢеҠ е·Ҙз»“жқҹиҮӘеҠЁеҒңжңәеҠҹиғҪпјӣ
(H) иҮӘеҠЁеҜ№з«ҜйқўгҖҒеҜ№дёӯеҝғеҠҹиғҪпјӣ
(I) иҮӘеҠЁеҠ иҝҮжёЎеңҶеј§еҠҹиғҪпјҲд»»ж„ҸпјҢжӢҗи§’еҠҹиғҪпјүпјӣ
(J) еҸҚеҗ‘еҠ е·ҘеҠҹиғҪпјӣ
(K) иҸңеҚ•жҠҖжңҜгҖҒиҮӘеҠЁзј–зЁӢеҠҹиғҪпјӣ
(L) ж•°жҚ®дј иҫ“пјӣ
(M) еӨҡеҲҖеҲҮеүІеҠҹиғҪгҖӮ
|
BMXPиһәи·қиЎҘеҒҝи®ҫзҪ®
|

ATUOCADжҸ’件
|
|
| |
еәҸеҸ· |
|
й…ҚзҪ® |
|
ж•°йҮҸ |
| |
|
|
|
|
|
| |
01 |
|
жңәеәҠдё»жңә |
|
1еҸ° |
| |
|
|
|
|
|
| |
02 |
|
жҺ§еҲ¶жҹң |
|
1еҸ° |
| |
|
|
|
|
|
| |
03 |
|
з”өи„‘дё»жңә |
|
1еҸ° |
| |
|
|
|
|
|
| |
04 |
|
ж°ҙз®ұ |
|
1еҸ° |
| |
|
|
|
|
|
| |
05 |
|
ж°ҙжіөз”өжңәеҸҠз”өзјҶзәҝ |
|
1еҘ— |
| |
|
|
|
|
|
| |
06 |
|
дҫӣж°ҙз®Ў |
|
2ж № |
| |
|
|
|
|
|
| |
07 |
|
з”өжәҗзәҝ |
|
1ж № |
| |
|
|
|
|
|
| |
08 |
|
ж‘ҮжүӢжҹ„ |
|
1жҠҠ |
| |
|
|
|
|
|
| |
09 |
|
зҙ§дёқиҪ® |
|
1дёӘ |
| |
|
|
|
|
|
| |
10 |
|
ејәеҠӣзЈҒй“Ғ |
|
4еқ— |
| |
|
|
|
|
|
| |
11 |
|
ең°и„ҡиһәжҜҚ |
|
7дёӘ |
| |
|
|
|
|
|
| |
12 |
|
ең°и„ҡ |
|
7дёӘ |
| |
|
|
|
|
|
| |
13 |
|
жӢҶиЈ…еҷЁ |
|
1дёӘ |
| |
|
|
|
|
|
| |
14 |
|
6еҜёеҚҒеӯ—жҠҠ |
|
1жҠҠ |
| |
|
|
|
|
|
| |
15 |
|
6еҜёдёҖеӯ—жҠҠ |
|
1жҠҠ |
| |
|
|
|
|
|
| |
16 |
|
17еҜёе‘ҶжӢ”жқҝжүӢ |
|
1жҠҠ |
| |
|
|
|
|
|
| |
17 |
|
еҜјиҪ® |
|
2дёӘ |
| |
|
|
|
|
|
| |
18 |
|
жҺ’дёқиҪ® |
|
2дёӘ |
|
DK7725 - DK7780жңәеһӢ
| жңәеһӢ |
|
жңәеәҠе®ҪеәҰa(mm) |
|
жңәеәҠе®ҪеәҰb(mm) |
| |
|
|
|
|
| DK7725 |
|
940 |
|
1516 |
| |
|
|
|
|
| DK7732 |
|
940 |
|
1516 |
| |
|
|
|
|
| DK7740 |
|
1070 |
|
1676 |
| |
|
|
|
|
| DK7750 |
|
1100 |
|
1960 |
| |
|
|
|
|
| DK7763 |
|
1400 |
|
2040 |
| |
|
|
|
|
| DK7770 |
|
1570 |
|
2085 |
| |
|
|
|
|
| DK7780 |
|
1630 |
|
2205 |
|
жңҚеҠЎжүҝиҜә
- дёҖгҖҒе…Қиҙ№иҙҹиҙЈи°ғиҜ•пјӣ
- дәҢгҖҒдә§е“Ғе®һиЎҢдёүеҢ…жңҚеҠЎдёҖе№ҙпјҢжңәеәҠз»Ҳиә«з»ҙдҝ®пјӣ
- дёүгҖҒеӨҮ件й•ҝжңҹжңүеҒҝдјҳжғ дҫӣеә”пјӣ
- еӣӣгҖҒе®ўжҲ·еҸҜжҙҫ2-3еҗҚдәәе‘ҳеҲ°е…¬еҸёиҝӣиЎҢе…Қиҙ№ж“ҚдҪңеҹ№и®ӯеҸҠз®ҖеҚ•зҡ„з»ҙдҝ®еҹ№и®ӯпјҢе…¬еҸёжҸҗдҫӣеҚҲйӨҗдёҖйЎҝпјҢе·®ж—…иҙ№иҮӘзҗҶпјӣ
- дә”гҖҒе”®еҗҺжңҚеҠЎ:
- и®ҫеӨҮеҮәзҺ°ж•…йҡңеҗҺпјҢз”ЁжҲ·еҸҜд»ҘжқҘз”өиҒ”зі»и§ЈеҶіпјҢиӢҘж— жі•йҖҡиҝҮз”өиҜқи§ЈеҶіпјҢе…¬еҸёеңЁжңүжңҚеҠЎзӮ№зҡ„ең°еҢә24е°Ҹж—¶еҶ…еҲ°иҫҫзҺ°еңәпјҢеңЁж— жңҚеҠЎзӮ№зҡ„ең°еҢә72е°Ҹж—¶еҶ…еҲ°иҫҫзҺ°еңәпјҢдёәе®ўжҲ·жҺ’йҷӨж•…йҡңпјӣ
- дёүеҢ…жңҹеҶ…пјҢйҷӨдәәдёәеӣ зҙ жҚҹеқҸеӨ–пјҢе…¬еҸёжҸҗдҫӣе…Қиҙ№жҸҗдҫӣз»ҙдҝ®жңҚеҠЎпјҢжҳ“жҚҹ件гҖҒиҖ—жқҗиҙ№з”Ёз”ұе®ўжҲ·жүҝжӢ…пјӣ
- дёҖе№ҙеҗҺзҡ„жңҚеҠЎйңҖ收еҸ–з»ҙдҝ®иҙ№гҖҒйӣ¶д»¶иҙ№еҸҠи·Ҝиҙ№пјӣ

зҺ°еңәз»ҷе®ўжҲ·и®Іи§ЈжңәеәҠ
|
|

е®ўжҲ·жңҚеҠЎдёӯеҝғ
|
еҹ№и®ӯдәӢйЎ№
- дёҖгҖҒе…¬еҸёй…Қжңүдё“дёҡзҡ„ж•ҷе‘ҳгҖҒдё“з”Ёеңәең°еҸҠи®ҫеӨҮпјҢдё“й—Ёдёәе®ўжҲ·зј–еҲ¶зҡ„еҹ№и®ӯи®ЎеҲ’пјӣ
- дәҢгҖҒеҹ№и®ӯж—¶й—ҙдёә5-10еӨ©пјҲж“ҚдҪңиҝҮжүҖиҙӯзұ»еһӢжңәеәҠиҖ…дёәдҪіпјүпјҢз”ұеҚ–ж–№жҸҗдҫӣе…Қиҙ№еҹ№и®ӯпјӣ
- дёүгҖҒеҹ№и®ӯең°зӮ№пјҡеңЁеҚ–ж–№еҹ№и®ӯйғЁгҖҒиҪҰй—ҙзҺ°еңәиҝӣиЎҢпјӣ
- еӣӣгҖҒеҹ№и®ӯдәәж•°пјҡз”ұ2-3еҗҚпјӣ
- дә”гҖҒеҹ№и®ӯеҶ…е®№дёәпјҡ
- жҺҢжҸЎиҪҜ件зҡ„дҪҝз”Ёпјӣ
- жңәеәҠзҡ„еҹәжң¬ж“ҚдҪңеҸҠжіЁж„ҸдәӢйЎ№пјӣ
- жңәеәҠзҡ„еҹәжң¬з»ҙжҠӨпјӣ
- жҜҸйҳ¶ж®өеқҮи®ҫжңүиҖғж ёпјӣ

жңҚеҠЎдәәе‘ҳжӯЈеңЁз»ҙдҝ®жңәеәҠ
|
|

е®ўжҲ·зҺ°еңәеҹ№и®ӯ
|
|
|
|
|
 |
дә§е“ҒеҸҠиҙӯд№°еңЁзәҝ
е’ЁиҜў
жҜҸе·ҘдҪңж—Ҙ8:30-17:30 |
| з»ҝиүІзҺҜдҝқж°ҙеҹә |
 |
|
|
|