иӢҸе·һеёӮе®қзҺӣж•°жҺ§и®ҫеӨҮжңүйҷҗе…¬еҸё
жў…е»әжҒ©
йҡҸзқҖжҲ‘еӣҪиҲӘз©әдә§дёҡзҡ„йЈһи·ғеҸ‘еұ•пјҢеҜ№й’ӣеҗҲйҮ‘жқҗж–ҷдҪҝз”Ёзҡ„и¶ҠжқҘи¶ҠеӨҡгҖӮйЈһжңәеһӢеҸ·и¶ҠжқҘи¶ҠеӨҡж ·еҢ–пјҢжүҖйңҖзҡ„ж јж …еҪўзҠ¶е°әеҜёи¶ҠжқҘи¶ҠеӨҚжқӮгҖӮзӣ®еүҚеӣҪеҶ…еӨ§йғЁеҲҶйғҪйҮҮз”Ёз”өзҒ«иҠұжқҘеҠ е·ҘпјҢз”ұдәҺж јж …еңЁеҠ е·Ҙж—¶жҳҜжңүеӨҡи§’еәҰзҡ„ж‘Ҷж”ҫеҗҺжүҚеҠ е·Ҙзҡ„пјҢиҝҷж ·е°ұеҜјиҮҙеңЁеҠ е·Ҙж—¶з”өжһҒе’Ңйӣ¶д»¶жҺҘи§ҰеҗҺиҝӣиЎҢе°–зӮ№ж”ҫз”өпјҢиҝҷз§Қж”ҫз”өж–№ејҸйқһеёёдёҚеҲ©дәҺеҠ е·ҘпјҢжҳ“з»“зўіе’Ңдә§з”ҹз”өеј§ж”ҫз”өгҖӮиҝҷж ·е°ұеҮәзҺ°зғ§дјӨгҖҒз»“зҳӨе’ҢжҚҹдјӨз”өжһҒдёҺе·Ҙ件гҖӮжҹҗдәӣеһӢеҸ·зҡ„ж јж …еңЁеҠ е·Ҙж—¶йӣ¶д»¶е№ійқўи·ҹз”өжһҒеҪўжҲҗзҡ„еӨ№и§’иҫҫ74еәҰпјҢеӯ”дёҺеӯ”д№Ӣй—ҙзҡ„еЈҒеҺҡеҸӘ0.5mmпјҢе…ҘеҸЈйқўе‘ҲеҲҖеҸЈпјҢеҠ е·ҘдёӯжһҒжҳ“жҲҗзјәеҸЈзҠ¶еҪұе“ҚиҙЁйҮҸиҰҒжұӮпјҢжқҗж–ҷеҸҲжҳҜй’ӣеҗҲйҮ‘зҡ„пјҢеңЁиҝҷз§Қжғ…еҶөдёӢеҸӘиғҪж”№еҸҳж”ҫз”өеҸӮж•°жқҘиҺ·еҫ—зЁіе®ҡзҡ„иҙЁйҮҸпјҢдҪҶжҳҜеҠ е·Ҙж•ҲзҺҮжӣҙдҪҺпјҢжӢ–延дәҶе·ҘжңҹгҖӮж јж …з»“жһ„зҡ„еӨҡж ·еҢ–дҪҝеҫ—жүҖиҰҒеҠ е·Ҙзҡ„е°әеҜёе’ҢеҪўзҠ¶еҫҲе…·жңүйҡҫеәҰпјҢиҰҒеҠ е·Ҙзҡ„2.53С…2.53иҸұеҪўеӯ”зҡ„й”җи§’еҸӘжңү16еәҰпјҢеңЁеҠ е·ҘиҝҮзЁӢдёӯз”өжһҒзҡ„е°–и§’жҚҹиҖ—еҫҲдёҘйҮҚпјҢиҝҷж ·е°ұеҪұе“ҚзқҖиҙЁйҮҸе’ҢйҷҚдҪҺж•ҲзҺҮпјҢеҗҢж—¶йў‘з№Ғзҡ„жӣҙжҚўз”өжһҒеўһеҠ дәҶжҲҗжң¬гҖӮз”ұдәҺй’ӣеҗҲйҮ‘жҳҜз§Қйҡҫд»ҘеҠ е·Ҙзҡ„жқҗж–ҷпјҢд»Ҙзӣ®еүҚеҠ е·Ҙж–№ејҸзҡ„еҠ е·Ҙж•ҲзҺҮиҝңиҝңи·ҹдёҚдёҠиҲӘз©әеҲ¶йҖ дёҡзҡ„йңҖжұӮйҮҸпјҢжүҖд»ҘеҜ»жұӮжӣҙдҪізҡ„еҠ е·Ҙж–№жі•жқҘи§ЈеҶіиҙЁйҮҸе’Ңж•ҲзҺҮдҪҺдёӨдёӘй—®йўҳпјҢиҝ«дҪҝжҲ‘д»¬з ”з©¶еӨҡиғҪеңәзҡ„еӨҚеҗҲеҠ е·ҘгҖӮ
зӣ®еүҚйҮҮз”ЁеҚ•дёҖиғҪеңәзҡ„з”өзҒ«иҠұеҠ е·Ҙж јж …йӣ¶д»¶еӯҳеңЁзқҖеҮ ж–№йқўзҡ„зјәзӮ№пјҡз”ҹдә§ж•ҲзҺҮиҫғдҪҺпјҢз”өжһҒжҚҹиҖ—иҫғеӨ§еўһеҠ дәҶжҲҗжң¬пјҢиҙЁйҮҸдёҚеӨӘзЁіе®ҡгҖӮз”өзҒ«иҠұеҠ е·ҘдёӯпјҢзҹӯи·ҜгҖҒж–ӯи·ҜгҖҒз”өеј§и„үеҶІзӯүжғ…еҶөзҡ„еҮәзҺ°дҪҝеҫ—жңүж•Ҳзҡ„зҒ«иҠұж”ҫз”өеҮҸе°‘пјҢд»ҺиҖҢеҪұе“ҚдәҶеҠ е·Ҙж•ҲзҺҮгҖӮз”ұдәҺиЎЁйқўеј еҠӣгҖҒеӣәж¶Іжқҗж–ҷзҡ„зІҳз»“еҠӣзӯүеӣ зҙ пјҢж”ҫз”өиҝҮзЁӢдёӯпјҢиў«зҶ”еҢ–зҡ„жқҗж–ҷеҫҖеҫҖдёҚиғҪе®Ңе…ЁжҠӣеҮәпјҢд»ҘиҮідәҺеҪұе“ҚдәҶеҠ е·ҘиҙЁйҮҸгҖӮеӣ жӯӨжҲ‘们еҜ№йҖ жҲҗз”өзҒ«иҠұеҚ•дёҖиғҪеңәеҠ е·Ҙж—¶иҝӣиЎҢдәҶеҲҶжһҗпјҢжҲ‘们и®Өдёәе·Ҙ件зҶ”зӮ№й«ҳиў«зҶ”еҢ–жқҗж–ҷдёҚжҳ“е®Ңе…ЁжҠӣеҮәпјҢйҖ жҲҗдәҢж¬Ўж”ҫз”өжңәзҺҮпјҢи¶…иҝҮж”ҫз”өеҠ е·ҘжңәзҺҮпјҢдҪҝеҫ—жёёзҰ»еңЁж”ҫз”өй—ҙйҡҷдёӯзҡ„иҡҖйҷӨзү©йҖҗжӯҘеўһеӨҡпјҢеҰЁзўҚдәҶжӯЈеёёеҠ е·ҘпјҢдҪҝеҠ е·ҘиЎЁйқўиҙЁйҮҸйҡҫд»ҘдҝқиҜҒпјҢж•ҲзҺҮйҡҸиҝҷйҷҚдҪҺпјҢеӣ жӯӨжҲ‘们жғіеҲ°дәҶеўһеҠ дёҖдёӘи¶…еЈ°жіўиғҪеңәпјҢз”Ёи¶…еЈ°жҢҜеҠЁжқҘиҫ…еҠ©ж”№е–„еҠ е·ҘдёӯиҡҖйҷӨеҫ®зІ’зҡ„жҺ’еҮәпјҢеңЁеҠ е·ҘдёӯдҪҝе·Ҙ件е’ҢеҶ·еҚҙд»ӢиҙЁйҡҸи¶…еЈ°жҢҜеҠЁд»ҺиҖҢдҪҝдәҢж¬Ўж”ҫз”өжңәзҺҮдёӢйҷҚпјҢжӯЈеёёж”ҫз”өжңәзҺҮеўһеҠ пјҢд»ҺиҖҢдҝқиҜҒж јж …зҡ„иЎЁйқўиҙЁйҮҸе’Ңз”ҹдә§ж•ҲзҺҮгҖӮ
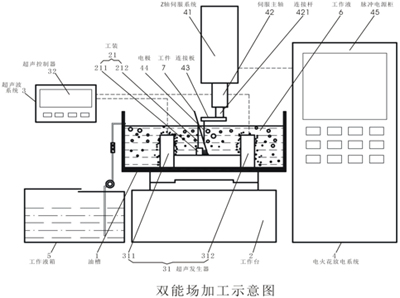
еӣҫ1
еӣҫ1жҳҫзӨәдәҶжҲ‘们еңЁиҮӘиЎҢз ”еҸ‘зҡ„й«ҳжҖ§иғҪеӨҚеҗҲеҸҢиғҪеңәз”өзҒ«иҠұжҲҗеһӢжңәдёҠеҠ е·ҘиҲӘз©әж јж …зҡ„иЈ…зҪ®еҸҠеҠ е·Ҙжј”зӨәпјҢеңЁз”өзҒ«иҠұеҠ е·Ҙдёӯеј•е…Ҙи¶…еЈ°жіўд№ӢеүҚпјҢйҰ–е…ҲпјҢиҰҒжҠҠе·ҘиЈ…е®үиЈ…еңЁжңәеәҠзҡ„е·ҘдҪңеҸ°дёҠж ЎжӯЈпјҢеҶҚжҠҠж јж …йӣ¶д»¶е®үиЈ…еңЁе·ҘиЈ…дёҠпјӣе…¶ж¬ЎпјҢе®үиЈ…ж ЎжӯЈз”өжһҒпјҢеҚіжҠҠз”өжһҒе’ҢиҝһжҺҘжқҝз»„иЈ…еңЁдёҖиө·е№¶дёҖиө·е®үиЈ…еңЁжңәеәҠдё»иҪҙдёҠиҝӣиЎҢж ЎжӯЈпјӣжҺҘзқҖпјҢз”Ёз”өжһҒеңЁж јж …йӣ¶д»¶дёҠжүҫеҲ°иө·е§ӢзӮ№дҪҚзҪ®пјӣзҙ§жҺҘзқҖпјҢеңЁз”өжҺ§жҹңдёҠи®ҫзҪ®еҘҪеҠ е·Ҙз”Ёзҡ„ж”ҫз”өеҸӮж•°пјҢеңЁи¶…еЈ°жіўжҺ§еҲ¶еҷЁдёҠи®ҫзҪ®еҘҪеҸӮж•°пјӣжңҖеҗҺпјҢдҫқж¬ЎеҗҜеҠЁжІ№жіөгҖҒи¶…еЈ°жҢҜеҠЁжҺ§еҲ¶еҷЁе’Ңз”өжҺ§жҹңпјҢиҝӣе…ҘеҠ е·ҘзҠ¶жҖҒгҖӮ
еҪ“дёҚеҠ и¶…еЈ°жҢҜеҠЁж—¶,з”өзҒ«иҠұзІҫеҠ е·Ҙзҡ„ж”ҫз”өи„үеҶІеҲ©з”ЁзҺҮдёә5пҪһ10%;еҠ дёҠи¶…еЈ°жҢҜеҠЁеҗҺ,з”өзҒ«иҠұзІҫеҠ е·Ҙзҡ„жңүж•Ҳж”ҫз”өи„үеҶІеҲ©з”ЁзҺҮеҸҜжҸҗй«ҳеҲ°60%д»ҘдёҠ,д»ҺиҖҢжҸҗй«ҳдәҶз”ҹдә§зҺҮ2пҪһ20еҖҚгҖӮж„ҲжҳҜе°Ҹйқўз§ҜгҖҒе°Ҹз”ЁйҮҸеҠ е·ҘпјҢз”ҹдә§зҺҮзҡ„жҸҗй«ҳж„ҲеӨҡгҖӮ
жңүдёҠиҝ°еҠ е·Ҙз»“жһңе……еҲҶиҜҒжҳҺдәҶеҰӮдёӢз»“и®әпјҡ
иҲӘз©әз”Ёж јж …йӣ¶д»¶еҸҢиғҪеңәеҠ е·Ҙж–№жі•жһ„жҖқе®һз”ЁпјҢж“ҚдҪңз®ҖеҚ•гҖҒж–№дҫҝпјҢе…¶йҮҮз”ЁеҸҢиғҪеңәзҡ„и¶…еЈ°з”өзҒ«иҠұеӨҚеҗҲзҡ„еҠ е·Ҙж–№жі•еҠ е·Ҙй’ӣеҗҲйҮ‘ж јж …йӣ¶д»¶пјҢдёҚд»…еңЁеҠ е·Ҙж•ҲзҺҮж–№йқўеҫ—еҲ°дәҶжҳҫи‘—жҸҗй«ҳгҖҒе·Ҙе…·з”өжһҒжҚҹиҖ—жҳҺжҳҫеҮҸе°‘пјҢиҖҢдё”жҳҫи‘—йҷҚдҪҺдәҶз”өжһҒжҲҗжң¬пјҢдҪҝж јж …йӣ¶д»¶еҫ—еҲ°дәҶжӣҙеҘҪзҡ„иЎЁйқўиҙЁйҮҸпјҢдҪҝж јж …йӣ¶д»¶зҡ„еҠ е·ҘиҙЁйҮҸеҫ—еҲ°дәҶжҳҫи‘—жҸҗй«ҳгҖӮ
|




