ж°ҙеҹәеҲҮеүҠж¶Ізҡ„жө“еәҰз®ЎзҗҶпјҲиҝһиҪҪдёүпјү
пјҲи‘—дҪңжқғеҪ’иӢҸе·һеёӮе®қзҺӣж•°жҺ§и®ҫеӨҮжңүйҷҗе…¬еҸёжүҖжңүпјҢд»»дҪ•иҪ¬иҪҪе’ҢеҸ‘еёғпјҢйңҖжіЁжҳҺеҮәеӨ„пјҢеҗҰеҲҷиҝҪ究法еҫӢиҙЈд»»пјү
3.еҲҮеүҠж¶Іжө“еәҰзҡ„зҺ°еңәз®ЎзҗҶ
3.1 еҲҮеүҠж¶Іжө“еәҰзҡ„еҸҳеҢ–еҺҹеӣ еҸҠеҜ№зӯ–
иҷҪ然еҲҮеүҠж¶ІеңЁжҠ•е…ҘдҪҝз”Ёж—¶еҸҜд»ҘжҢүжҜ”дҫӢй…ҚеҲ¶пјҢдҪҶжҳҜйҡҸзқҖдҪҝз”Ёж—¶й—ҙзҡ„延й•ҝпјҢеҲҮеүҠж¶Ізҡ„жө“еәҰдјҡеҸ‘з”ҹеҫҲеӨ§еҸҳеҢ–гҖӮ
дҪҝз”ЁдёӯеҲҮеүҠж¶ІжңҖеёёи§Ғзҡ„жҳҜжө“еәҰдёӢйҷҚпјҢеҰӮжһңжҺ’йҷӨеӣ иЎҘж°ҙйҮҸиҝҮеӨ§иҖҢеҪұе“Қжө“еәҰдёӢйҷҚзҡ„еӣ зҙ д»ҘеӨ–пјҢз”ҹдә§дёӯиҝҳеӯҳеңЁеҲҮеүҠж¶Ізҡ„жңүж•ҲжҲҗеҲҶиў«еҠ е·Ҙ件е’Ңеәҹеұ‘еҗёйҷ„еёҰиө°гҖҒиў«еҫ®з”ҹзү©иҝҮеәҰз№Ғж®–иҖҢж¶ҲиҖ—гҖҒд№іеҢ–еһӢеҲҮеүҠж¶Із ҙд№іеҲҶзҰ»зӯүеҺҹеӣ гҖӮеҜ№дәҺжӯЈеёёзҡ„жө“еәҰйҷҚдҪҺпјҢеҸӘиҰҒеҸҠж—¶иЎҘеҠ ж–°ж¶ІдҪҝе…¶иҫҫеҲ°иҰҒжұӮжө“еәҰеҚіеҸҜгҖӮйңҖиҰҒйҮҚи§Ҷзҡ„жҳҜеҪ“еҲҮеүҠж¶ІдҪ“зі»дёӯеҸ‘з”ҹеҫ®з”ҹзү©зҡ„еӨ§йҮҸз№Ғж®–ж—¶пјҢеҲҮеүҠж¶ІдјҡеҮәзҺ°жө“еәҰе’ҢPHеҖјзҡ„иҝ…йҖҹдёӢйҷҚпјҢиҖҢеҲҮеүҠж¶Іжө“еәҰе’ҢPHеҖјзҡ„дёӢйҷҚеҸҲдјҡеҠ еҝ«еҫ®з”ҹзү©зҡ„з№Ғж®–йҖҹеәҰпјҢеҰӮжӯӨеҪўжҲҗжҒ¶жҖ§еҫӘзҺҜпјҢйҖ жҲҗеҲҮеүҠж¶Ізҡ„иҝ…йҖҹи…җиҙҘгҖӮеӣ жӯӨеҲҮеүҠж¶Ізҡ„зҺ°еңәз»ҙжҠӨдёӯеҝ…йЎ»йҡҸж—¶зӣ‘жҺ§PHеҖје’Ңеҫ®з”ҹзү©з№Ғж®–жғ…еҶөпјҢеҸ‘зҺ°й—®йўҳеҸҠж—¶жқҖиҸҢ并дҪҝеҲҮеүҠж¶Іе§Ӣз»ҲдҝқжҢҒзўұжҖ§зҺҜеўғгҖӮ
еҸҰеӨ–пјҢеҜ№дәҺд№іеҢ–еһӢеҲҮеүҠж¶ІжқҘиҜҙпјҢж°ҙзҡ„зЎ¬еәҰиҝҮй«ҳжҲ–иҖ…ж··е…Ҙе…¶е®ғжІ№е“ҒзӯүжқӮиҙЁд№ҹдјҡеҜјиҮҙд№іеҢ–зҠ¶жҖҒеҸҳе·®з”ҡиҮіжһҗжІ№гҖҒжһҗзҡӮпјҢд»ҺиҖҢйҖ жҲҗеҲҮеүҠж¶Ізҡ„жө“еәҰйҷҚдҪҺгҖӮеӣ жӯӨиҙӯд№°еҲҮеүҠж¶Іж—¶еҝ…йЎ»ж №жҚ®еҪ“ең°ж°ҙзҡ„зЎ¬еәҰйҖүжӢ©еҗҲйҖӮзҡ„еҲҮеүҠж¶Іе“Ғз§ҚпјҢеңЁеҸ‘зҺ°ж¶Іжұ иЎЁйқўеҮәзҺ°еӨ§йҮҸжө®жІ№ж—¶пјҢиҰҒи®ӨзңҹеҲҶжһҗеҺҹеӣ пјҢ并еҸҠж—¶и°ғж•ҙдҪҝз”Ёж–№жЎҲгҖӮ
дҪҝз”ЁдёӯеҮәзҺ°еҲҮеүҠж¶Ізҡ„жө“еәҰеўһеҠ йҖҡеёёжҳҜеӣ дёәж°ҙеҲҶзҡ„и’ёеҸ‘пјҢеҸҰеӨ–зі»з»ҹдёӯжјҸе…Ҙе…¶е®ғж¶Ұж»‘жІ№жҲ–жқӮиҙЁпјҢжңүж—¶д№ҹдјҡйҖ жҲҗеҲҮеүҠж¶ІиЎЁи§ӮдёҠзҡ„жө“еәҰеўһеҠ гҖӮдёҖиҲ¬еҸҜд»ҘйҖҡиҝҮиЎҘж°ҙиЎҘеүӮиҝҮзЁӢеҠ д»Ҙи°ғж•ҙгҖӮ
3.2 йӣҶдёӯдҫӣж¶Ізі»з»ҹзҡ„зҺ°еңәжө“еәҰзӣ‘жҺ§
еңЁеӨ§еһӢйӣҶдёӯдҫӣж¶Ізі»з»ҹдёӯпјҢдёәдәҶдҝқиҜҒеҲҮеүҠж¶Ізҡ„еҗ„йЎ№дҪҝз”ЁжҖ§иғҪ并е°ҪйҮҸ延й•ҝеҲҮеүҠж¶Ізҡ„дҪҝз”ЁеҜҝе‘ҪпјҢз®ЎзҗҶиҖ…еҫҖеҫҖдјҡйҮҮеҸ–жҜҸеӨ©жөӢиҜ•жө“еәҰпјҢ并з»ҳеҲ¶жө“еәҰжӣІзәҝзҡ„ж–№жі•пјҢд»ҘиҫҫеҲ°е°ҶеҲҮеүҠж¶Ізҡ„жө“еәҰе°ҪйҮҸжҺ§еҲ¶еңЁжҒ’е®ҡзҡ„ж°ҙе№ігҖӮеӣҫ1жҳҜжҹҗжұҪиҪҰеҲ¶йҖ еҺӮйӣҶдёӯдҫӣж¶Ізі»з»ҹз”Ёд№іеҢ–еһӢеҲҮеүҠж¶Ізҡ„жө“еәҰжЈҖжөӢжӣІзәҝпјҢиҜҘжө“еәҰжӣІзәҝи®°еҪ•дәҶз”ҹдә§зәҝ12дёӘжңҲдёӯжө“еәҰзҡ„еҸҳеҢ–жғ…еҶө[4]гҖӮ
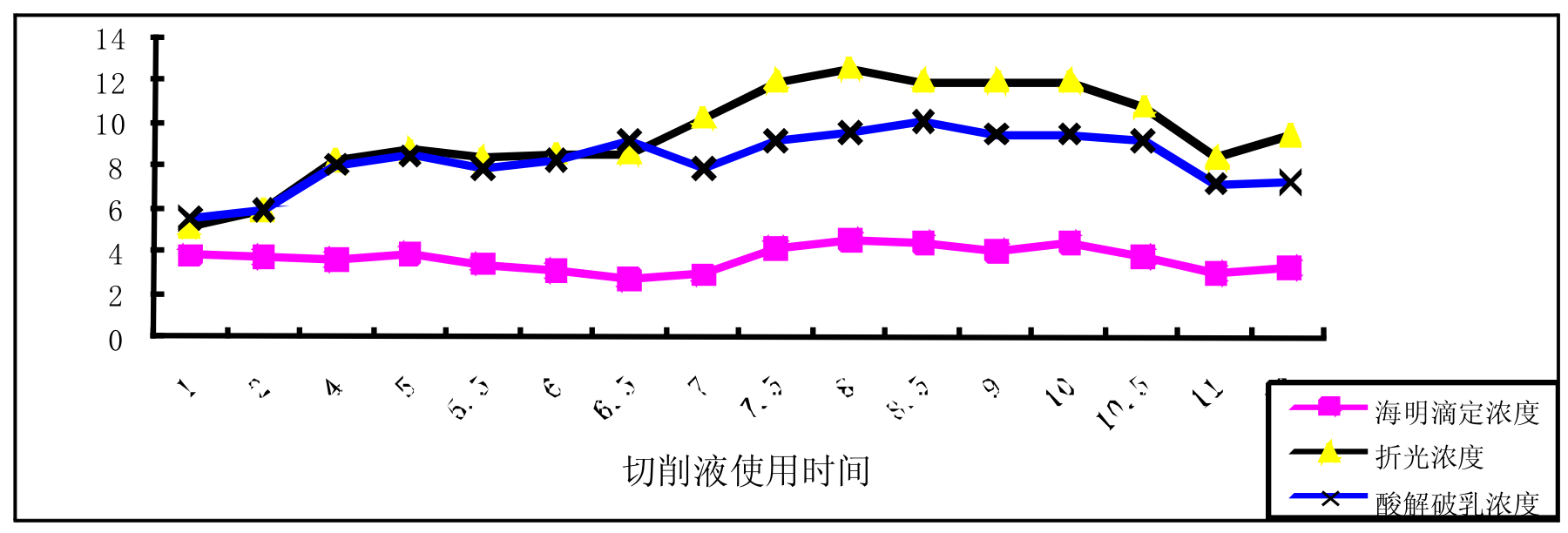
еӣҫ1 йӣҶдёӯдҫӣж¶Ізі»з»ҹз”Ёд№іеҢ–еһӢеҲҮеүҠж¶Ізҡ„жө“еәҰжЈҖжөӢжӣІзәҝ
еӣҫ1дёӯжңүдёүжқЎжӣІзәҝпјҢе…¶дёӯеҸӘжңүжө·жҳҺж»ҙе®ҡжө“еәҰдёҖзӣҙз»ҙжҢҒеҫ—жҜ”иҫғе№ізЁіпјҢиҝҷжҳҜеӣ дёәиҜҘйӣҶдёӯдҫӣж¶Ізі»з»ҹзҡ„з”ЁжҲ·жҠҠжө·жҳҺж»ҙе®ҡжө“еәҰдҪңдёәзңҹе®һжө“еәҰжқҘиҝӣиЎҢеҲҮеүҠж¶Із®ЎзҗҶзҡ„гҖӮе…¶е®ғдёӨжқЎжӣІзәҝжҳҜз ”з©¶иҖ…дёәдәҶи®°еҪ•дёҚеҗҢжөӢиҜ•ж–№жі•зҡ„еҢәеҲ«иҖҢиҫ…еҠ©жөӢиҜ•зҡ„гҖӮ
з”ұеӣҫ1еҸҜзҹҘпјҢеңЁеҲҮеүҠж¶ІиҝҗиЎҢиҮі2дёӘжңҲд»ҘеҗҺпјҢдёүжқЎжӣІзәҝзҡ„еҒҸзҰ»зЁӢеәҰйҖҗжёҗеўһеӨ§пјҢиҝҷиҜҙжҳҺйҡҸзқҖе·ҘдҪңж—¶й—ҙзҡ„延й•ҝпјҢеҲҮеүҠж¶Ідёӯзҡ„жқӮиҙЁе’ҢжқӮжІ№еҗ«йҮҸеўһеӨҡпјҢйҖ жҲҗй…ёи§Јз ҙд№іжі•жө“еәҰе’ҢжҠҳе…үжі•жө“еәҰдёҺжө·жҳҺж»ҙе®ҡжө“еәҰеҒҸзҰ»зҡ„зЁӢеәҰйҖҗжёҗеўһеӨ§пјҢеҒҮиӢҘжӯӨж—¶д»Қ然д»ҘжҠҳе…үжі•жҲ–иҖ…й…ёи§Јз ҙд№іжө“еәҰжқҘдҪңдёәжө“еәҰз»ҙжҠӨзҡ„дҫқжҚ®пјҢеҝ…然еҜјиҮҙеҲҮеүҠж¶Ізҡ„е®һйҷ…жңүж•Ҳжө“еәҰеҒҸдҪҺпјҢеӣ иҖҢеј•иө·е·Ҙ件з”ҹй”ҲгҖҒзІ—зіҷеәҰеўһеӨ§гҖҒеҲҖе…·еҜҝе‘ҪдёӢйҷҚзӯүй—®йўҳзҡ„еҸ‘з”ҹгҖӮеӣ жӯӨеңЁеӨ§еһӢйӣҶдёӯдҫӣж¶Ізі»з»ҹзҡ„з®ЎзҗҶдёӯпјҢз”ұдәҺеҲҮеүҠж¶Ізҡ„дҪҝз”ЁеҜҝе‘ҪеҫҲй•ҝпјҢдҪ“зі»дёӯзҡ„жұЎзү©жқӮиҙЁз§ҜзҙҜеӨӘеӨҡпјҢеӣ жӯӨжө“еәҰзҡ„жөӢиҜ•дёҺз®ЎзҗҶе°ұеҸҳеҫ—жӣҙеҠ еӨҚжқӮгҖӮдёәдәҶдҪҝдә§е“ҒеҸ‘жҢҘжӣҙеҘҪзҡ„еҠҹиғҪпјҢйҖҡеёёеҲҮеүҠж¶Ізҡ„з”ҹдә§е•ҶдјҡжҢҮе®ҡдё“иҒҢз®ЎзҗҶдәәе‘ҳиҙҹиҙЈеҲҮеүҠж¶ІзҺ°еңәз®ЎзҗҶе’Ңз»ҙжҠӨе·ҘдҪңгҖӮ
з»јдёҠжүҖиҝ°пјҢжө“еәҰжҳҜеҲҮеүҠж¶Із®ЎзҗҶйЎ№зӣ®дёӯзҡ„е…ій”®жҢҮж Үе’Ңеҝ…иҰҒйЎ№зӣ®гҖӮеңЁзҺ°еңәдҪҝз”ЁдёӯпјҢеҰӮжһңеҮәзҺ°еҲҮеүҠж¶Ізҡ„жө“еәҰйҡҫд»Ҙз»ҙжҢҒ规е®ҡж°ҙе№іпјҢдҫӢеҰӮеҚідҪҝеӨ§йҮҸиЎҘе……еҺҹж¶Ід№ҹдёҚиғҪжңүж•ҲжҸҗй«ҳжө“еәҰж—¶пјҢжҸҗзӨәеҲҮеүҠж¶Іеҝ…йЎ»жӣҙжҚўпјҢеҗҰеҲҷдјҡйҖ жҲҗеҲҮеүҠж¶ІдҪҝз”ЁжҲҗжң¬еўһеҠ пјҢз»ҸжөҺжҖ§дёӢйҷҚгҖӮ




